

スコッチのモルト蒸溜所を見学すると、「仕込」(Mashing)の次に案内されるのが、醗酵室である。大きな木桶やステンレス製の醗酵槽が数基から十数基並んだ部屋で、甘酸っぱい醗酵臭が立込め、醗酵槽の中で回転している泡切りのシュシュとした音が聞こえている。今回はいよいよ「酒」が出来る第一歩の醗酵に付いてである。

スコッチのモルト蒸溜所を見学すると、「仕込」(Mashing)の次に案内されるのが、醗酵室である。大きな木桶やステンレス製の醗酵槽が数基から十数基並んだ部屋で、甘酸っぱい醗酵臭が立込め、醗酵槽の中で回転している泡切りのシュシュとした音が聞こえている。今回はいよいよ「酒」が出来る第一歩の醗酵に付いてである。
1. 醗酵工程の概略

Morrison Bowmore社 Auchentoshan蒸留所の醗酵室。数年前の改装時に木桶醗酵槽が再導入された。木桶の優れた保温性は醗酵後期のもろみの熟成に都合がよい。

アライド社Laphroaig蒸溜所の醗酵室。この蒸溜所の醗酵槽はステンレススティール製で、クリーニングが容易。清潔感が漂う。
現在のモルト蒸溜所で行われている醗酵工程は次の通りである。「仕込」で作られた麦汁は、温度を20-23℃程度に冷却して醗酵槽に送る。醗酵槽(Wash Back)は容量10KLから大きなものでは数十KL。長年、スコットランド産や米国産の松から作った木桶が使われて来たが、最近はステンレス製のタンクを使っている蒸溜所も多い。
ステンレス製の醗酵槽は木桶に比べて清掃が容易で、クリーンに保てるので微生物管理には優れている。一方木桶は優れた保温性を有し、醗酵温度を保つのに都合が良い。醗酵後期に高温が保持出来る木桶は高温を好む乳酸菌の繁殖を助け、ウイスキーに独特の風味を与えるので木桶を好む蒸溜所も多い。
麦汁が醗酵槽に入り始めるとすぐに酵母を添加する。数時間すると旺盛な醗酵が始まり盛んに炭酸ガスが出て泡が高まるので、醗酵槽の上部の泡切りを回転させて泡を切り鎮める。
醗酵は2日程で完了し、7-8%のアルコールを含んだ"もろみ"(Wash)が出来上がる。"もろみ"は、生暖かく、酵母臭と酸臭がし、味はホップのきりっとした風味が無い、いささか締りの悪いストロングビールといったところである。長時間醗酵させたもろみは酸味が強い。
2. 酵母

醗酵槽に麦汁を受入れている所 仕込槽から出た麦汁は20℃程度に冷却されてから醗酵槽へ入る。液面に見える茶色のものが投入された酵母(イースト)。

醗酵の最盛期
醗酵の開始10数時間で、醗酵は最も盛んとなる。炭酸ガスの泡が急激に上って醗酵槽の上部から溢れる恐れがあるので、泡切りを回転させて泡を鎮める。
醗酵はこのように"酵母任せ"で単純な作業に見える。醗酵という現象は、人類が数千年以前から知っていて、ビール、ワイン、パン等を作るのに利用してきたが、醗酵が微生物によって起る事が発見されたのは僅か150年前、フランスのルイ・パスツールによってである。今では優良な酵母の入手や、健全な醗酵管理はそれほど難しいことでは無いが、微生物の知識が無い時代では、酵母をどのように獲得するか、どうすれば保存できるか、醗酵を汚染菌から守るには、等々非常な難問だった。ウイスキーやその前身のエールの醗酵に関して人々は次のような方法を取って来たと考えられる。
a. 最も原始的な方法は醗酵させる麦汁を入れた容器を蓋をしないでそのまま放置する事である。空中を漂っている酵母が自然に落下して醗酵が始まるがどんな酵母が入るかは運次第だし、酵母より先に有害微生物が入りこめば腐ってしまう危険が大きい(*)。
b. 前回醗酵に使った酵母を集めて使う。もろみの下に沈んだ澱や、上面酵母の場合は泡と一緒に液面に浮かんでくるのでそれを集める。この方法は醸造を連続して行う場合でないと使えない。
c. 醗酵中の"もろみ"にヒースの葉っぱを浸してから自然乾燥したものを保存しておき、麦汁の中に浸す。
d. パン生地を乾燥して保存しておき、醗酵の種として使う。
e. ビール工場から余剰酵母を分けてもらう。
等々であったが、このような状態では酵母の種類もまちまち、バクテリアにはひどく汚染されている、どんなフレーバーのものが出来るかは運次第、収率は極端に低い状態だったに違いない。
3. 現在の酵母
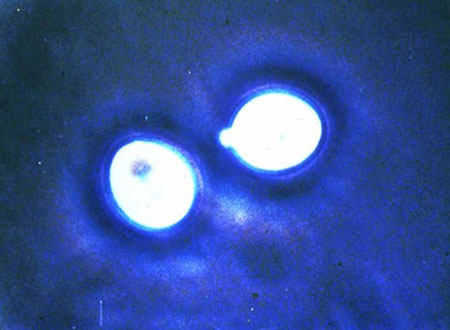
醸造用酵母
酵母は植物中のカビに分類される微生物。大きさは1ミリの100分の1程度。写真右側の菌に突起が見えるが、これは「出芽」と呼ばれ、もう少し大きくなると分離して別の個体になる。酵母はこのようにして増殖する
現在、ウイスキー醗酵の主力として使われている酵母は蒸溜酒用酵母 (Distillers Yeast) であり、1950年代に開発された。優れたフレーバー特性と高い醗酵能力を持ち、収量面でも秀でている。イースト会社の工場で量産され、ケーキ状のプレス・イーストとして蒸溜所へ搬入される。
蒸溜酒用イーストに加えて、ビール、とくに英国独特のビールであるエール(Ale)工場から出る余剰のビール酵母(Brewers Yeast)も多くの蒸溜所で使われている。これもビール工場でプレスされケーキ状又はフレーク状にしてナイロン袋に入れて輸送される。エール酵母は独特で芳醇な香味をウイスキーに与える目的で使用される。又近年幾つかの蒸溜所で乾燥酵母の利用が試みられている。乾燥酵母は"生酵母"と違って何日でも保存出来るし、扱いも簡単である。
4. ウイスキー醗酵の特徴
モルトウイスキーの醗酵経過
ウイスキーでは加熱殺菌されていない麦汁を醗酵させるので、麦汁をホップと一緒に煮沸し、無菌的な状態にしてから醗酵させるビールの場合と大きく異なる現象が2つ見られる。その第1は、麦芽から由来する糖化酵素が活性を失わず醗酵中でも働くので、麦汁中の炭水化物の分解による醗酵性糖の生成→酵母による糖分の醗酵・アルコールの生成、が継続する。同じ濃度の麦汁でもウイスキーの場合は効率よくアルコールが得られるのはこの為で、高いアルコール濃度の蒸溜酒を作るには非常に都合が良い。
第2に、麦芽や仕込工程に由来する色々な微生物が麦汁や醗酵もろみに存在し、酵母と共存、競合している複雑醗酵系を形成している事である。この微生物の中で、最もよく存在するのは乳酸菌類で、この菌が醗酵の初期から酵母を押しのけて繁殖するとアルコール生成が阻害され、大幅な収量の低下につながる。使用する酵母、設備の微生物コントロールは経済的な面から非常に重要となる。
一方、品質面では興味のある現象が見られる。酵母によるアルコール発酵が終了しても、もろみ中には酵母が醗酵出来ない糖分(非醗酵性糖と言われる)が残る。醗酵時間を長くすると、もろみ中の乳酸菌はこの残糖分を栄養源として繁殖し乳酸を作り出し、もろみを酸っぱくする。醗酵時間の短い"酸っぱくないもろみ"を蒸溜すると穀物様の重い風味のウイスキーが出来、長時間醗酵の"酸っぱいもろみ"からは軽くすっきりした風味のウイスキーが出来上がる。その原因の1つは次の蒸溜工程で、"酸っぱいもろみ"に含まれる乳酸が蒸溜釜内部の銅表面を綺麗な状態に保ち、銅がもろみ中の重い風味を与える化合物と反応して除去する為と考えられている。又乳酸菌は甘く脂肪様の香りを与えると言われている。
モルトウイスキーの魅力の1つはその香味の複雑さと、蒸溜所毎の個性にある。この味わいを決定しているのは「原料」、「仕込」、「蒸留」、「樽・貯蔵」等多くの要因があるが、酒つくりの原点である「醗酵」は最も重要なプロセスである。モルトウイスキーの重要な香気成分、例えばフルーティー、フローラル、青草様、干草様、クリ-ム様、脂肪様、硫黄様、チーズ様等は醗酵に由来している。
*現在でも一部のワインやビールはこの自然発酵法で作られている。ベルギーのランビック・ビールでは麦汁を大きな部屋一杯ほどの浅い容器に入れ、冷えるまで放置するが、その時に空中の酵母が落下して自然に醗酵が始まる方法を採用している。酵母だけでなく、他の雑菌、主として乳酸菌も繁殖するので、出来るビールは非常に酸っぱい