


写真1. キルベッガン蒸溜所の水車:蒸溜所のシンボルであるこの水車は19世紀終わり頃に設置され、蒸溜所の動力として1954年まで使用された。その後、約30年ごとに修理されているが、直近では2012年に全面修理された。機械的動力としては使われていないが、今でも発電機を回して電力を供給する事ができる。

写真1. キルベッガン蒸溜所の水車:蒸溜所のシンボルであるこの水車は19世紀終わり頃に設置され、蒸溜所の動力として1954年まで使用された。その後、約30年ごとに修理されているが、直近では2012年に全面修理された。機械的動力としては使われていないが、今でも発電機を回して電力を供給する事ができる。
アイリッシュ・ウイスキーの近況:今アイリッシュ・ウイスキーが熱い。アイリッシュ・ウイスキー業界は長年不調が続き、1966年から1987年までの間はアイリッシュ・ディスティラーズ(Irish Distillers Limited)が1社のみ、蒸溜所も同社が所有する北アイルランドのブッシュミルズ(Bushmills)と南海岸のミドルトン(Middleton)しか無く絶滅寸前と言われた。アイリッシュ・ウイスキーの急成長は2010年から始まった。この年の世界での販売数量が約500万ケース(9L/ケース)だったものが、2021年には1,400万ケースになり、この間の成長率は年率10.8%である*。最大市場のアメリカ向け輸出は576万ケースで全アイリッシュ・ウイスキー消費の41%を占めているが、アイリッシュ・ウイスキーの成長が早いのに対して、同市場におけるスコッチ・ウイスキーの販売は停滞気味なので、この傾向が続けば、2029年にはアイリッシュがスコッチを抜き、1920年の禁酒法以前の状態に戻ると元気が良い。蒸溜所も、2010年に4蒸溜所だったものが2022年には操業している蒸溜所が44、建設中が9、計画中が6蒸溜所となっている。(*アイリッシュ・ウイスキーが伸びていることは間違いないが、2021年の数字はウクライナ戦争やその後のインフレ、サプライ・チェーンの問題が起こる前であることに留意が必要である。)
2022年10月に英国醸造・蒸溜学会のスコットランド支部の主催でアイリッシュ・ウイスキーのダブリン近郊の蒸溜所8ヵ所とビール工場2ヵ所を回る研修ツアーがあり、アイリッシュ・ウイスキーの近況を知る良い機会と思って参加した。その時の主だった訪問先をご報告する。
アイリッシュ・ウイスキーの定義と製法:アイリッシュ・ウイスキーの定義はEUの法律で規定されている。アイリッシュ・ウイスキーの地理的表示(Geographical Indication)が出来るのは、アイルランド(北アイルランドを含む)で製造されたものに限る、使える原料は穀類のみ、糖化には麦芽と天然由来の酵素剤の使用が可、発酵は酵母による事、蒸溜度数の上限は94.8%、貯蔵は700リットル以下の木製の樽で3年以上貯蔵することである。酵素剤の使用が許されている点と、樽材をオークに限定していない点がスコッチ・ウイスキーと異なる。
蒸溜後に木樽で3年以上熟成させる前のニュー・メイクは4種に大別される。1.モルト・ウイスキー(麦芽だけを原料として糖化・発酵してポットで蒸溜したもの)、2.アイリッシュ・ポット・ウイスキー(大麦、とうもろこし、ライ麦などの未発芽の穀類を糖化・発酵させてポット・スティルで蒸溜したもの)、3.グレーン・ウイスキー、4.これらを熟成させたのちブレンドしたブレンデッド・ウイスキーである。
キルベッガン蒸溜所
この蒸溜所については本ノートの第53章(2009年12月掲載)で既にご紹介したので、その後の発展について記したい。2009年当時、アイリッシュ・ウイスキーの蒸溜所は4蒸溜所しかなく、キルベッガンはその一つであった。蒸溜所と言っても、仕込み・発酵と初溜は同一グループのクーリー蒸溜所で行い、初溜液をキルベッガンへ運んでキルベッガンでは再溜だけしてニュー・メイクを作り、樽詰めして貯蔵していた。2010年にオーナーのクーリー蒸溜所はキルベッガンに新しく仕込み槽と発酵槽を新設、蒸溜釜は1800年代から使われていた古い蒸溜釜を手直しして製造を再開した。これで仕込みから貯蔵まで一貫した製造が可能となった。2011年、クーリー蒸溜所とキルベッガン蒸溜所はアメリカのビーム・インクに買収され、2014年にサントリーがビーム・インクを買収してビーム・サントリーになった。現在のキルベッガン蒸溜所の概要は次の通りである。
仕込み:新設された仕込槽は珍しくオーク材製で、ステンレス製の濾板はあるが機械的なレーキ(Rake:攪拌、麦層のカット、粕出しを行う)はなく、全て手作業でおこなう。一回の仕込み量は1トン、6,000リッターの麦汁を得る。100%キルベッガン蒸溜所で生産されているウイスキーには、キルベッガン・スモール・バッチ・ライ(Kilbeggan Small Batch Rye、原料は麦芽、大麦、ライ麦)、キルベッガン・シングル・ポット(Kilbeggan Single Pot、麦芽、大麦とオート(燕麦)から製造)がある。
発酵:下記の写真のように4基の木桶発酵槽が新たに設置された。

写真2.発酵槽:容量6,000リッターの木桶発酵槽が4基ある。発酵時間は3日で発酵終了醪のアルコール度数は約7%である。
蒸溜:古い蒸溜所だけに蒸溜釜にも由緒がある。写真にある初溜釜は、1800年代中頃から180年間使われてきた釜を2019年に元通りコピーしたもので、製作には現在の溶接でなく19世紀のリベット(鋲)留めが使われている。古い初溜釜と再溜釜は、元はタラモア蒸溜所で使われていたものを購入したもので、痛みの酷かった初溜釜は新しいものに入れ替えたが、再溜釜はオリジナルで、世界最古の現役スティルである。現在の年間生産量は約175キロリッターである。
以上のように、キルベッガン蒸溜所は、歴史文化と伝統を色濃く残した手作り蒸溜所である。

写真3.蒸溜室:初溜釜(左)は容量3,000リッター、再溜釜(右)は2,000リッターでヘッドが極端に細い。蒸溜は2回である。
タラモア蒸溜所

写真4.タラモア蒸溜所の外観:蒸溜所はタラモアの町の南数kmにある。蒸溜所のデザインは近代的な中に伝統的な感覚が残されている。建物の区分は写真の左から蒸溜室、仕込み室、入り口とレセプション・エリアである。
歴史:今回訪問したタラモア蒸溜所は2014年に操業を開始した新しい蒸溜所で、前回(スコッチノート第53章)タラモア蒸溜所に関して記した2009年にはこの蒸溜所はまだ存在しなかった。最初のタラモア蒸溜所は1829年にタラモアの運河沿いに建設されたが、1954年に操業停止、ブランドはダブリンのジョン・パワーズへ売却された。ジョン・パワーズは1966年にアイリッシュ・ディスティラーズ(IDL)と合併し、製品はIDLのミドルトン蒸溜所で製造された。1994年、IDLは経営資源をもう一つのアイリッシュ・ウイスキーのジェームソン(Jameson)に集中するため、タラモア・デューをアイルランドの酒類飲料メーカーのC&Cへ売却したが、2010年にC&Cは蒸溜酒から手を引くことにし、タラモア・デューをウイリアム・グラント(Glenfiddichで有名なWilliam Grant)へ売却した。製品は引き続きミドルトン蒸溜所で製造されたが、委託生産には限界もあり又アイリッシュ・ウイスキーの将来性を見越したウイリアム・グラントはブランドの故郷のタラモアに新しく蒸溜所を建設することにした。2012年に着工し、第一期のポット蒸溜が開始されたのは2014年である。2022年10月の訪問時にはポット・スティルが6基、グレーン・ウイスキーの製造設備、貯蔵庫と瓶詰設備も持つ一貫生産を行う蒸溜所になっていた。
蒸溜所のレイアウト:大きく分けて、ポット・ウイスキーの生産棟、グレーン・ウイスキーの生産区域、貯蔵庫群、瓶詰め棟に分かれる。新しい設計だけに物流、作業性、見学者を含む人の流れ、副産物工程、環境保全を良く考慮した設計がなされている。
ポット・ウイスキーの生産棟:蒸溜所の本丸である。仕込み槽、濾過槽、発酵タンク、ポット・スティルが同じフロアに整然と配置されていて、技術者にとって理想の蒸溜所を思わせる。
仕込み:2,3の例外を除いてスコッチのモルト蒸溜所の仕込みでは、マッシュ・タンかラウター・タン1槽だけで仕込みと麦汁の濾過を行うが、タラモア蒸溜所では、モルト・ウイスキー原料の粉砕麦芽や、アイリッシュ・ポット・ウイスキー用の粉砕大麦+粉砕麦芽は、まず仕込み槽で加熱・糖化されてから濾過槽に送って濾液が分離され、濾液は発酵槽へ送られる。

仕込み室:奥にあるのが濾過槽、右のタンクは仕込み用の温水タンクである。写真に写っていないが、濾過槽の左に仕込み槽がある。
発酵:容量37,000リッターのステンレス製の発酵槽が12基ある。発酵時間は3日、発酵終了時の醪のアルコール度数は約9%である。

写真6.発酵槽:発酵槽には泡消し用のスイッチャーを駆動するモーター、発酵炭酸ガスを室外に逃がす配管がある。後ろの壁にはタラモア・ブランド(Tullamore DEW)を確立したDaniel E. Williamsのモットー、「努力なくして何事も成らず」と署名が掲げられている。
蒸溜:モルト・ウイスキー蒸溜用のポット・スティルが3基、アイリッシュの伝統であるアイリッシュ・ポット・ウイスキーを蒸溜するポット・スティルが3基ある。どちらも3回蒸溜するので、初溜釜(wash still)、中間釜(intermediate still)、再溜釜(spirit still)がセットになっている。タラモア蒸溜所の3回蒸溜の方法は下記のとおりである。まず初溜ではアルコール度数約9%の醪を蒸溜してアルコール分約20%の初溜液(low wine)と廃液(pot ale)に分ける。初溜液は次の中間蒸溜釜へ送られるが、廃液は濃縮して家畜の飼料にする。第2回目の中間蒸溜では、中間釜に初溜液と前回の中間蒸溜で得られた余溜(low wine)を入れて蒸溜し、高度数のハイ・ワイン(high wine)、低度数のロー・ワイン(low wine)と廃液に分ける。ハイ・ワインは3回目の蒸溜に行き、ロー・ワインは次回の蒸溜にリサイクルされ、廃液は廃水処理に送られる。第3回目のスピリッツ・スティルには、ハイ・ワイン、前回の蒸溜で得られたロー・ワインを張込み、ニュー・メイクとなるスピリッツ、ロー・ワインと廃液に分溜される。スピリッツの度数は80%である。初溜釜と中間釜のコンデンサーの冷却には、冷却水の比熱でなく、冷却水が蒸発する時の潜熱を用い、発生した水蒸気にボイラーからの高圧・高温の水蒸気を混ぜて温度を上げ、それを蒸溜の熱源に利用するサーマル蒸気再圧縮法(TVR, Thermal Vapor Recompression)を応用して熱エネルギーの大幅な節減を図っている。

写真7.ポット・スティル群:左の写真はモルト・ウイスキーの蒸溜釜で、奥の左が初溜釜、手前が中間釜、奥右がスピリッツ・スティルである。右の写真はアイリッシュ・ポット・ウイスキーの蒸溜釜で、奥右側のネックが中心線からずれて非対称になっているのが初溜釜、手前が中間釜、奥左がスピリッツ・スティルである。
グレーン・ウイスキー・プラント:タラモア蒸溜所はグレーン・ウイスキーの製造も行っている。主原料は小麦で、小麦を粉砕・蒸煮してから糖化に適した温度に下げ、麦芽と酵素剤を加えて糖化し、発酵の適温に温度調整して発酵槽に送って酵母を加えて発酵させる。発酵が終了した醪(アルコール分>7%)を連続式蒸溜器で蒸溜してアルコール分94.6%のグレーン・ウイスキーを得ている。タラモアで作っているグレーン・ウイスキーは軽く、クリーンなタイプである。その為、スコッチ・グレーン蒸溜所が醪塔、精溜塔の2塔かそれにフーゼル区分からアルコールを回収する回収塔を加えた3塔構成であるのに対し、タラモアではそれに抽出塔を加えた4塔構成になっている。醪塔で得られる55%の溜液に抽出塔で温水を加えてアルコール度数を15%に下げて蒸溜すると、アルコールから分離しにくいアルデヒドやプロパノールのような低沸点化合物が分離されてクリーンなスピリッツが得られる。
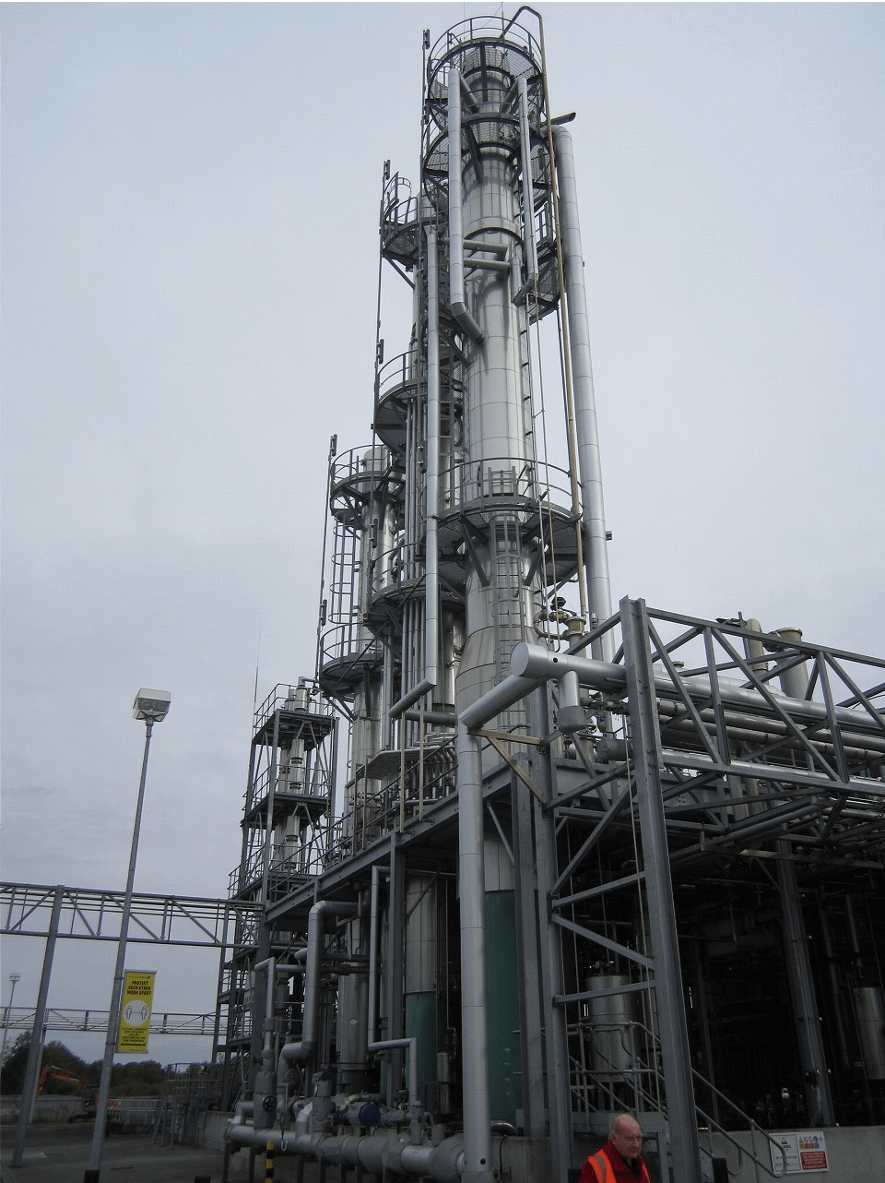
写真8.グレーン・ウイスキー・プラント:醪塔、抽出塔、精溜塔、回収塔の4塔構成である。年産7-8,000キロリッターの生産能力がある。
貯蔵・ブレンド:見学は出来なかったが、ポット蒸溜の原酒もグレーン・ウイスキー原酒もバレル、ホッグスヘッド、パンチョン、バットに詰められてグレーン・ウイスキーは3年以上、モルトとアイリッシュ・ポット・ウイスキーはより長期に熟成させてからブレンドされTullamore DEWが出来上がる。Tullamore DEWは、りんご様のフルーティー、はちみつ様やバニラの甘い香り、スパイス様のアロマで、やや甘口で軽いが複雑なフレーバーである。汎用性の高いウイスキーでカクテルにも向いている。
謝辞:本稿の執筆に関連して情報を提供していただきましたビーム・サントリー社の高木様に御礼申し上げます。